精密內圓磨床裝配四大絕招!
【背景】 :
隨著現階段我國汽車購置稅減半的政策調整,對我國汽車工業的發展無疑是有效的刺激及拉動。人們對汽車零部件加工的現代化裝備技術要求越來越高,其中數控內圓磨床技術得到了較好的發展,推動汽車零部件加工裝備的自動化與精密化發展,而內圓磨床的裝配與調整技術直接影響加工汽車零部件的內孔的尺寸公差、形位公差的穩定性。在此小編特總結精密內圓磨床裝配的技巧分享給各路大神!
 一、部件之間卡死或者間隙問題
一、部件之間卡死或者間隙問題
查找原因:
首先檢查滾柱的直徑是否存在超偏差的現象,查找滾柱出現晃動的原因。
(1)如果各個滾柱之間的直徑大小不相同或者相差較大,在運行過程中會存在導軌內手里不均勻,知識內圓磨床工作臺在運行中出現相互碰撞的響聲。
(2)可能是滾柱的預緊力沒有達到一定的標準,這種情況一般出現在扭曲度、直線度超差,并伴隨滾柱相互撞擊的響聲。
解決方法:
將滾柱推到工作臺一端的盡頭,使各個滾珠之間沒有間隙,處于緊密的狀態下,滾柱在那一段就對那一端的工作面進行預緊處理。
 二、裝夾困難問題
二、裝夾困難問題
一般是由于薄膜卡盤的張開量小導致的。
查找原因:
(1)薄膜變形容易導致薄膜變形張開小,薄膜的變形量一般在0.5mm左右。
(2)夾具后形成積屑瘤,從而導致工作臺上頂桿和活塞的移動,容易造成卡盤張開現象。
解決方法:
對夾具進行清潔工作,然后調整冷卻、清洗液進入攻堅的位置,要首先確定清洗液自身的干凈程度,使夾具內的微小顆粒清除干凈。
 三、重復定位精度不準確
三、重復定位精度不準確
原因:滾珠絲杠的支座在裝配過程中軸承間隙過大或者過小,導致滾珠在工作中不能完全與槽內位置相符,而導致運行中出現嘯叫聲。
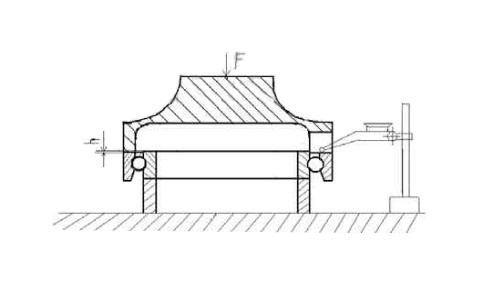
解決方法:
(1)軸承內圈放置在圓座上,在軸承外圈上放置加了重錘的套筒,然后測量軸承內外圈的高度差(h),而重物F的大小一般有軸承規格決定。
(2)雙手向下搬住山軸承的內環端面,雙手食指網上用力臺住下軸承的內環端面,使該對軸承形成預加負荷。
 四、磨削后的尺寸分散、圓度、表面粗糙度超差
四、磨削后的尺寸分散、圓度、表面粗糙度超差
原因:
在內圓磨床裝配和調試的過程中磨削后的尺寸分散、圓度、表面粗糙度超差現象比較常見,首先尺寸分散超差一般發生在零件磨削完成以后,造成這種問題的原因可能是冷卻不充分或者進給不準確等原因導致。
解決方法:
一般采用千分表檢查滾柱絲杠進給量以及重復定位精度、冷卻情況等是否正常。